面对日益严格的环保法规和工业废气治理需求,如何高效、经济地处理大风量、低浓度的挥发性有机物(VOCs)成为企业痛点。沸石转轮吸附浓缩+蓄热式催化燃烧(RTO/RCO) 技术组合,凭借其卓越的综合性能,已成为工业VOCs治理领域公认的“黄金搭档”。本文将解析其核心优势与适用场景。

一、挑战:大风量、低浓度VOCs的治理困境
许多工业生产过程(如涂装、印刷、包装、半导体、化工等)产生的VOCs废气具有显著特点:
风量巨大: 为满足车间通风或工艺要求,排风量动辄数万甚至数十万立方米/小时。
浓度偏低: VOCs实际浓度往往只有几十至几百毫克/立方米,直接处理效率低、能耗高、不经济。
成分复杂: 可能包含多种苯系物、酯类、酮类、烷烃等有机物。
传统单一技术(如直接燃烧、活性炭吸附)在处理此类废气时,常面临投资大、运行成本高、效率不稳定或产生二次污染(如废活性炭)等问题。
二、黄金组合:各司其职,优势互补
沸石转轮吸附与RTO/RCO催化燃烧的组合,完美解决了上述困境,实现“1+1>2”的效果:
1. 沸石转轮:高效吸附与浓缩
核心作用: 如同一个“VOCs捕集器”和“浓度放大器”。
工作原理:
大风量、低浓度的废气通过沸石转轮的吸附区。沸石分子筛凭借其巨大的比表面积和疏水性,选择性地高效吸附废气中的VOCs分子,净化后的气体(可达标)直接排放。
吸附饱和的转轮区域旋转至脱附区,利用小风量的高温气体(通常150-220℃)将吸附的VOCs彻底脱附下来。
关键价值: 将原始大风量、低浓度废气浓缩成小风量(通常为原风量的1/10 - 1/20)、高浓度(通常提升10倍以上) 的脱附废气,为后续高效、经济的燃烧处理创造了理想条件。
2. RTO/RCO催化燃烧:彻底销毁与能量回收
核心作用: 作为“VOCs销毁炉”和“能量回收站”,负责彻底分解浓缩后的高浓度VOCs。
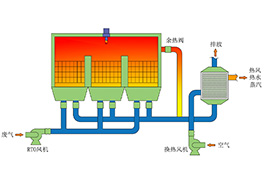
工作原理 (以RTO为例):
高浓度脱附废气进入蓄热式焚烧炉 (RTO)。
废气在高温(通常750-850℃)下充分氧化分解,生成无害的CO₂和H₂O。
核心优势 - 蓄热体: RTO炉内填充高效陶瓷蓄热体。当高温净化气通过蓄热体时,将绝大部分热量存储其中;切换气流方向后,进入的冷废气被蓄热体预热,热能回收效率通常可高达95%以上。仅需少量燃料(或利用浓缩废气自身热值)维持燃烧温度,运行能耗极低。
RCO变体: 在RTO基础上增加催化剂层,使VOCs在更低温度(通常300-400℃) 下即可充分氧化,进一步节能,尤其适合处理含氯等复杂组分废气(需选择合适催化剂)。
三、黄金组合的核心优势
1. 超高去除效率: 系统整体VOCs去除率稳定达到95%以上,甚至98%-99%,轻松满足最严苛排放标准。
2. 卓越的经济性:
低运行成本: 沸石转轮浓缩大幅减小后续处理规模;RTO/RCO的高效蓄热回收极大降低了燃料消耗。处理大风量低浓度废气时,运行成本远低于直接燃烧或大尺寸单一RTO。
低维护成本: 沸石转轮寿命长(通常5-10年以上),维护相对简单;RTO结构坚固耐用。
3. 高适应性与稳定性:
沸石转轮对湿度不敏感,适用于多种复杂工况。
系统抗浓度波动能力强,运行稳定可靠。
可处理多种类、多组分VOCs。
4. 环境友好:
彻底销毁VOCs,无二次污染(如废活性炭处置问题)。
高效热能回收,降低综合能耗与碳排放。
5. 空间相对紧凑: 相比处理同等原始风量的单一大型RTO,组合系统占地面积更具优势(浓缩后RTO体积大幅减小)。
四、典型应用场景
该黄金组合尤其适用于以下产生大风量、中低浓度VOCs废气的行业:
涂装行业: 汽车、家具、机械、金属制品等的喷涂、烘干线。
印刷包装行业: 凹版/柔版印刷、复合、涂布工序。
电子行业: 半导体、液晶面板制造中的清洗、光刻、去胶等工序。
化工制药: 反应釜排气、原料药干燥、溶剂回收尾气。
橡胶塑料: 挤出、压延、硫化等过程。
食品饮料: 香料提取、发酵、烘干废气。
沸石转轮吸附浓缩+RTO/RCO催化燃烧技术组合,通过“高效吸附浓缩”与“高温彻底销毁+能量高效回收”的完美协同,成功破解了大风量、低浓度工业VOCs治理的经济性与效率难题。其高去除率、低运行成本、强适应性、环境友好的突出优势,使其成为当前工业源VOCs深度治理领域当之无愧的“黄金标准” 解决方案。
对于面临VOCs合规压力、追求长效稳定运行和成本效益的企业,选择这一成熟可靠的组合技术,无疑是实现绿色生产与可持续发展的明智投资。
为您的工厂定制高效经济的VOCs治理方案?我们的环保技术专家团队,提供沸石转轮+RTO/RCO系统设计、安装与运维服务,助您轻松达标,降本增效!